This piece of American iron is our 1980 Corvette L-82 a.k.a. Project White Knuckle!

After driving her as my daily driver for two years she went into the garage where she would stay for another fourteen years--long story, war activations, job changes, relocations,
school, other builds, etc. So fast-forward nearly one and a half decades and here we are wrenching on her again.This time the goal is a naturally aspirated beast
somewhere north of 500 horsepower, stainless side pipes, better handling, and a much nicer interior. The first order of business was making room for more rubber out
back to plant some of that power--enter the off-set trailing arms!


One of the more odd things to happen was the original VBP composite rear leaf bushings disintegrated in place. The material appeared to just breakdown over time. It was dry, very brittle and a little sticky. After cleaning up the mess and remains from the mounting plates and washers I replaced these with Energy Suspension's 3.2104R units.


Next up was fuel storage and flow and as evidenced here the rust on the fuel tank suggests much more than a flush-n-fill; so off with the old and on with
the new. Just like the swing arm areas and any frame site work I brushed down the flakes of rust, cleaned the surface and sprayed it with a rust neutralizer.
After 24 hours of drying time I sprayed over the top of the newly mortised areas with satin black enamel for cosmetic reasons.






For any purists out there who may be interested, this is the factory build sheet. Back then the practice was to affix them to the top of the fuel tank. My hopes
was that even after 33-years it might be preserved well enough to salvage; but as you can see here it was still exposed to the elements—you can see it from
beneath the car. Unfortunately, it was unsalvageable.



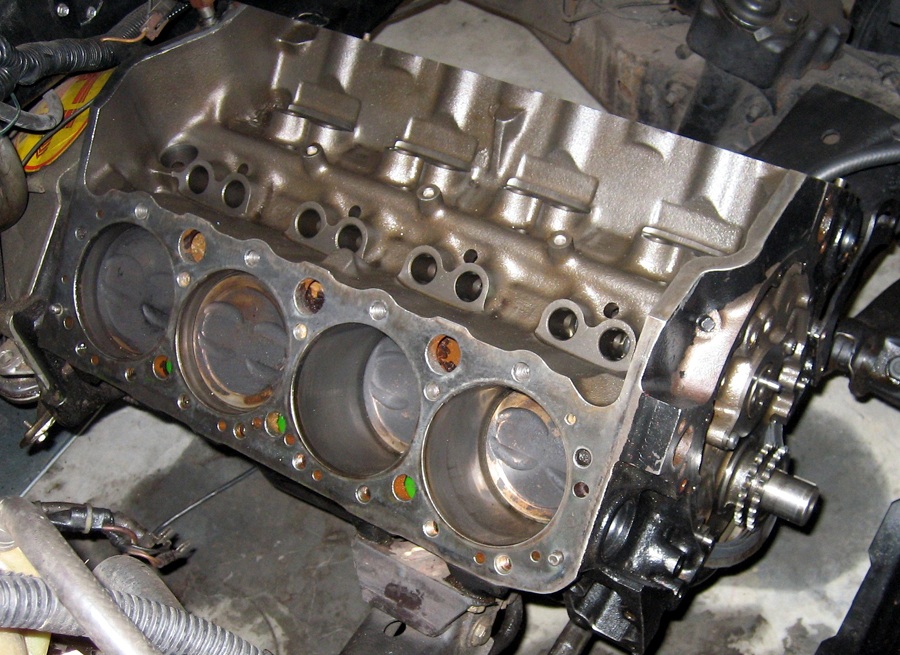
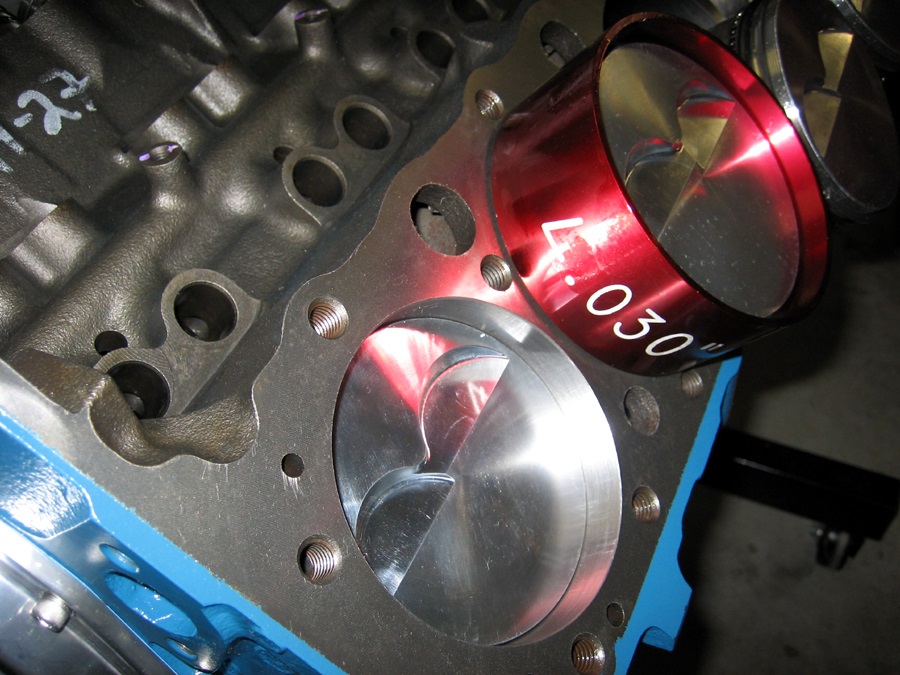
Here lies our new, completely machined short block; the foundation for what will be a monster. This later model block sports a one-piece rear main seal,
4-bolt mains, and has been bored .030 over and machined for the longer stroke crankshaft I’ll be using. A 4.030" bore running at a 3.75" stroke should
yield the 383 cubic inches (6.3 Liters) we want for this build.



After deburring around machined surfaces and removing the casting slag the new block got a bath followed by a compressed air dry and new period correct GM paint.
Once dry all of the bare metal was covered with a light coat of WD-40 and thread chasers were ran through all tapped holes.



To get the oil back in the pan quickly the upper block passages had to be messaged. I used a combination of Tungsten Carbide Burrs, Abrasive Cones and Flapper
Wheels to get the contours right.



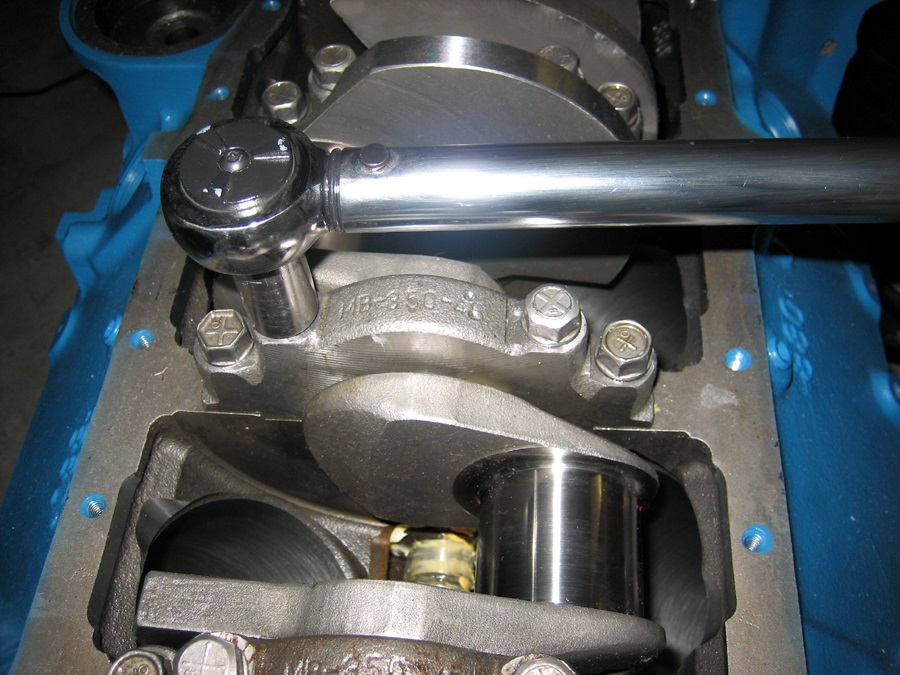
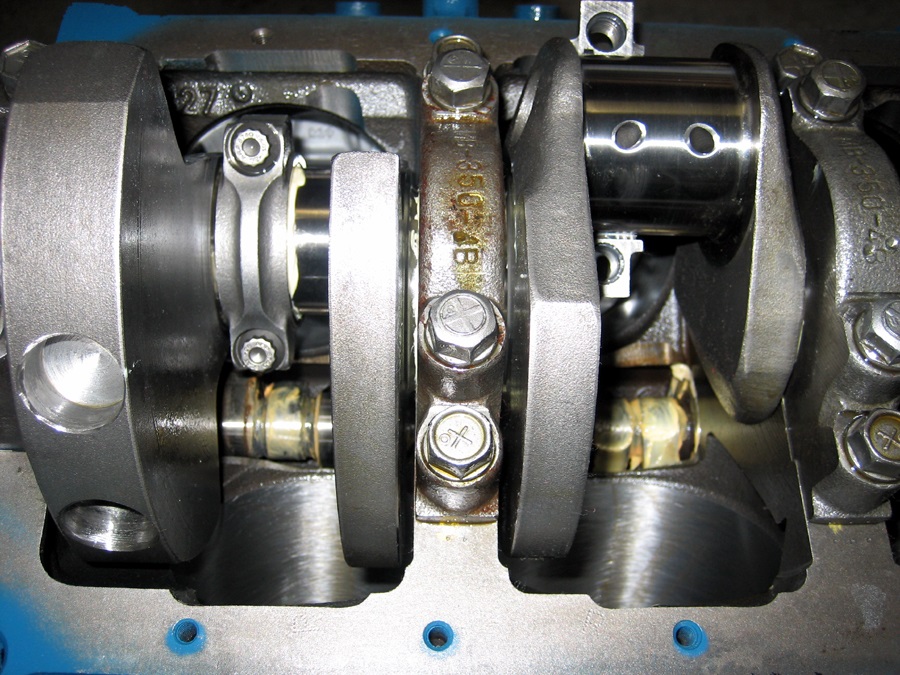
After another cleaning to remove metal shavings the forged crankshaft was installed. Using a sheet of 400 grit wet/dry paper and some WD-40 I carefully messaged
the thrust bearing to set endplay at .006 in.



Working from the center out all main cap bolts were torqued in three passes from 50 to 60 and eventually 80 ft. lbs. each. The next step was to install the camshaft and
double-roller timing set. Then I installed the number one piston-rod-bearing assembly (no rings), established top dead center (TDC) on the degree wheel and measured
the camshaft's centerline; which came in at 104.5 degrees vice the cam-card's advertised 106 -- close enough!


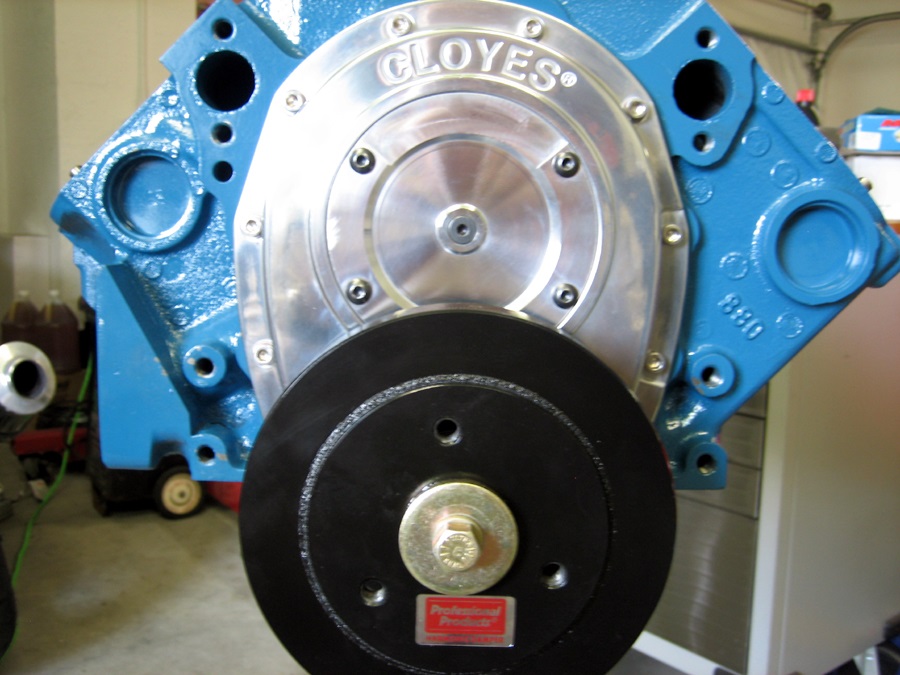
With the cam phased properly it’s time to button up the timing set. I opted for a Cloyes racing piece that allows cam phasing and swaps without the need to completely
disassemble the front of the motor and drop the oil pan. Finally, I installed the ASI spec. harmonic dampener. You can’t see it in these shots but it has degree markings
engraved in the outer shell making total advance easy to measure.


Completing the rotating assembly is a set of ICON forged, high-strength, T-6, heat-treated, 2618 primary aluminum alloy .030 over pistons mounted onto S.C.A.T.
forged 4340 steel I-beam rods. These rods are fitted with ARP studs and have brass bushings for the floating wrist pins held into place with spiral locks. The rings
are Total Seal file-to-fit which take a considerable amount of time to properly setup. Here I’m test fitting every ring, filing as necessary to get the clearances needed
for a dual-purpose road and track car (Top .018, Middle .014, Oil .015).



The bottom ring landing spacer, rings and bearings were installed and lubricated next. After cleaning each bore, again, and hand oiling with break-in oil,
each piston was carefully driven into place with the help of a billet aluminum ring compressor setup for a 4.030 bore.


Extreme caution had to be exercised when tapping the piston rod assemblies in place over the crankshaft. One misalignment here could have easily nicked the rod journal
requiring a whole lot of expensive, time consuming rework to correct. Once seated, the rod caps were set into position and the A.R.P. bolts were dipped in oil and quickly spun
into place using a ratchet speed handle. Finally, all of the rod bolts were torqued to spec. (45 ft lbs).


After buttoning up the bottom end I installed the hydrallic roller lifters. These can be very expensive with a decent set running $300 and up. Fortunately, the factory units installed
in the Corvette L-98 motors were quality pieces. These are from the 1989 Corvette test engine that one of the GM testers saved from the mandated crush and recycle bins. I
picked this motor up days after buying the car in 1995, rebuilt and ran it for less than 20,000 miles before mothballing everything for years when I was activated on 9/11/01.
I cleaned and soaked these in oil, dropped them in, installed the guides and bolted on the hold down spider.



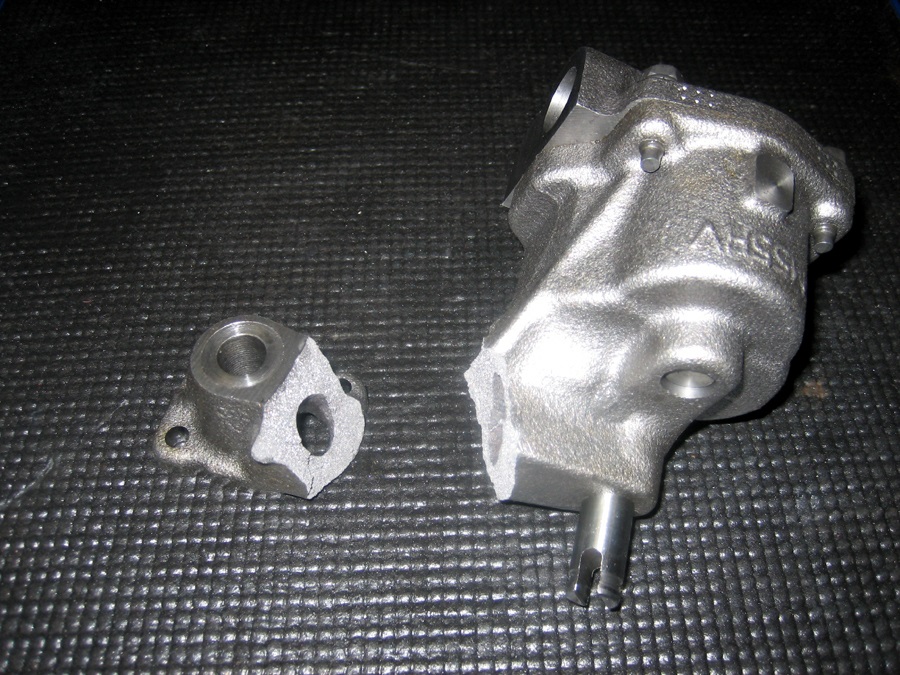
Installing the oil pump was easy, as was torqueing it to 80 ft. lbs.; however, getting the aftermarket oil pickup installed on the pump was another thing
altogether. After breaking the first oil pump at the mounting neck I finally got the pickup tube pressed into place and bolted down.


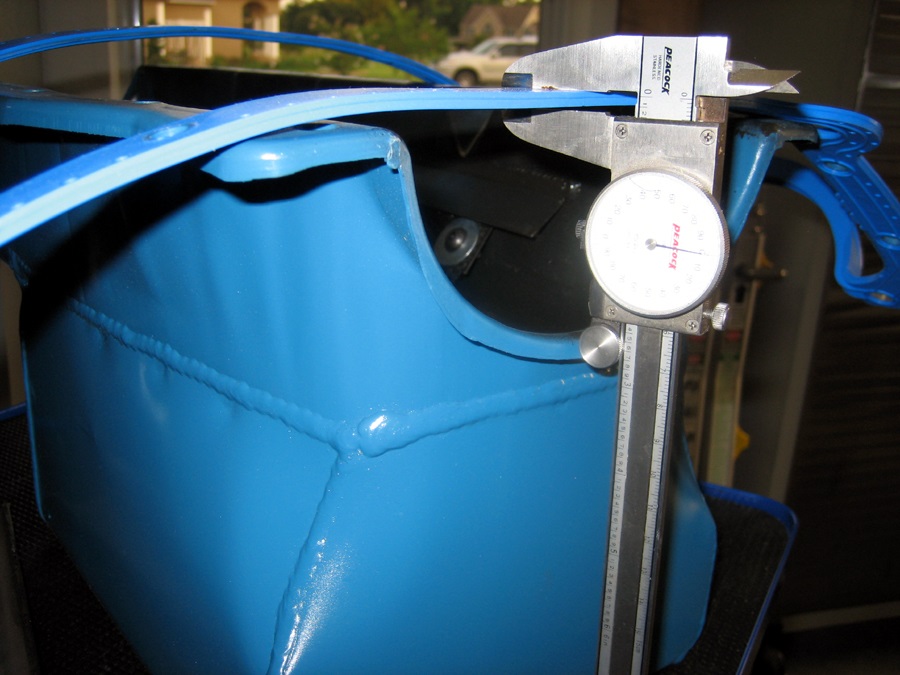
Next I began the pickup to pan clearance process. The pickup was exactly 7 7/8 inches off the gasket surface of the block, the pan depth plus
gasket thickness was 8 3/16 making total clearance 5/16 of an inch--perfect!


The one-piece rear main seal took some finagling but eventually slid in place. I used a one-piece oil pan gasket as well—far less prone to leaks, especially
when using synthetic oil. The black bars shown on the oil pan came from an L-98 (late eighties Corvette). They are tempered steel sprung up at the ends
and help distribute pressure along the gasket with minimal distortion to the pan flange itself. Both sides required a little grinder time to fit this aftermarket pan
but as you can see now fit like a glove.



Here are a few close-ups of the AFR CNC Ported Aluminum Heads. These are magnificently crafted pieces which along with the camshaft grind I'm running
really constitute the secret sauce!



Shown here is one of the FelPro head gaskets in place just prior to installing the head. I used A.R.P. molly studs which require lubricant between the bolt
head and special washer to ensure accurate torque; and thread sealer to prevent coolant leaks. Following the factory sequence I torqued all studs to A.R.P.
specs. (three passes, 40-55-70 ft. lbs.).



Once both heads were torqued down I installed the CompCams Energizer 1.6:1 ratio aluminum roller rockers and poly locks. A few of the push rod guides
were out of alignment so I had to adjust the guides by loosening rocker arm studs and holding the guides in place with a large flat blade screwdriver while
torqueing them back down to their 50 ft. lbs. spec. After oiling everything down I set the valve covers in place, then installed the GMPP fuel pump along with a
Jeg’s lightweight pushrod.



The day of reckoning finally came--break-in and Dyno time!
Mounting the motor onto the Dynamometer, connecting the exhaust, water, fuel, throttle and sensor lines and preliminary checks took about 45-minutes.
After another 15-20 minutes of break-in and warm up (roller motor) we were ready for the first of what would be 4 pulls. Carburation was dead on holding
at a 13:1 ratio so we threw timing and RPM's at her until the power band was stable. Even being a fresh build with tight tolerances on break-in oil she pulled
a solid 476HP at 6,000 RPM. Slightly shy of my 500HP goal but she made ''Mad Torque'' laying down 458lbft at 4,900 with over 400 of that coming on by 3,500 RPM.
That's outstanding for a tight motor and perfect for the street!




Here is a video
of the outside
of the cell during
one of the pulls.
NASTY!!!
The hiatus is over and we’re finally back to this beast!
After installing and torqueing down the flywheel the motor is unbolted from the cradle and hoisted into the engine bay.



Other prep includes replacing the solenoid on our gear reduction starter. This unit is much smaller, lighter and more powerful
than the old factory units of the day!

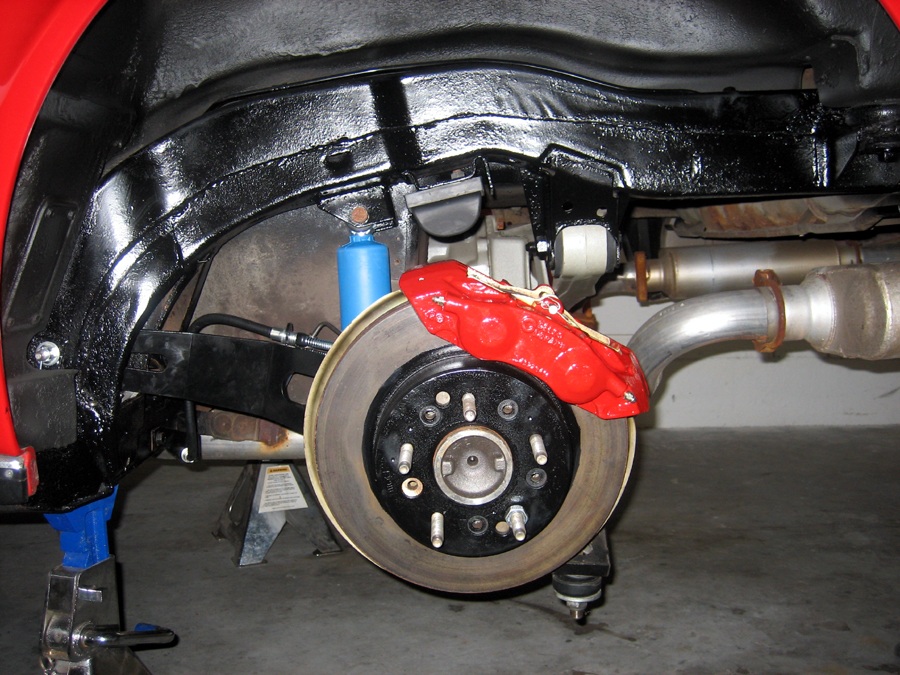
Now, on to the front suspension! The upper and lower control arms were removed and replaced with tubular; steering links were replaced with
chromoly spherical rod ends and custom steering shafts; the sway bar was replaced with the biggest I could find for a C3; and the coil springs
and shocks were replaced with QA1 double-adjustable coilover shocks. Before all of the new pieces were installed the frame rails were stripped
down, welds beefed up, and repainted with satin black.



Other sections coming soon…
- Steering System Rebuild
- Custom Racing Wheels & Tires
- Poly Body Mounts & Fasteners
- Air-Gap Dual Plane Intake Manifold, 780 CFM Carburetor & Lokar Linkage
- H.E.I. Distributor, Bronze Gear, Wires & E3 Plugs
- March Custom Pulleys
- BeCool Aluminum Radiator, Fans & Shroud
- Hooker Polished Stainless Steel Side Mount Headers (w/Heat Wrap) & Pipes (w/Custom Baffles)
- Floor Insulation & Carpeting
- Door Panels
PHASE I -- This is where it all began back in 1997.
I purchased her in 1997 from a gentleman in Louisville Kentucky. She had been disassembled
down to only the main body and frame in preparation for a partial frame-off restoration. After trailering all of the bits and pieces home I spent the next 9 days
getting it back into running order. That's right, 9 days! I hardly slept. All I knew was I had a Corvette and she was going to be awesome!



Beginning with the rear differential which had far too tall a gear for any respectable street rod I upgraded to a 3.55:1 Ring & Pinion while going through
the clutch packs and spider gears. I also bead blasted the aluminum casing and clear coated it for longevity. To drop some weight I swapped the
weak factory steel spring with a softer fiberglass unit. Finally, I replaced the worn out end bushings with some Vette Brakes & Products composite poly
bushings.



I found a 1989 Corvette L-98 test bed motor up near Lake Erie so on the way I stopped in at Jeg’s and picked up a TCI Street Fighter TH350 and a 2,200 RPM
stall converter. The motor had sat for several years after oil viscosity testing so I tore it completely down, took thirty thousands out of the cylinders and polished
all the bearing surfaces. Since she’s a daily driver I used a mild performance connecting rod from Elgin, Hypereutectic Pistons and Plasma Molly Rings. The
cam was a medium grind from CompCams and the rest was merely time in the blasting cabinet for some silica treatment and clear coating to preserve the
like-new luster.


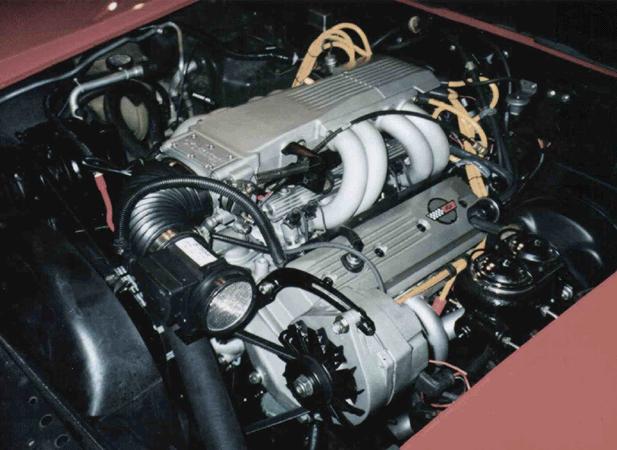
This is that same L-98 short-block (1989 Corvette TPI), after running it about 15,000 miles. It still has its factory slugs but I had mounted them on some
aftermarket Elgin rods for strength. These are connected to a factory cast iron crankshaft riding in 2-bolt mains. It’s a good foundation for most street
builds where brake horsepower will peak in the 300-400 range; but the inverted domes on these pistons brings static compression down to 9.5:1 on a
52cc head. Since we’ll be running a 64cc head the math doesn’t add up so it simply wouldn't work. So I pulled her out and built the motor illustrated near the
top of this page.